|
Masa Tool’s Microconic T-type over-grip collet features a longer gripping surface for holding longer parts. Masa Tool’s Microconic T-type over-grip collet features a longer gripping surface for holding longer parts. The collet can open as wide as 3.5 mm (0.138") over the chucking diameter and runs within 5 microns (0.0002") TIR. 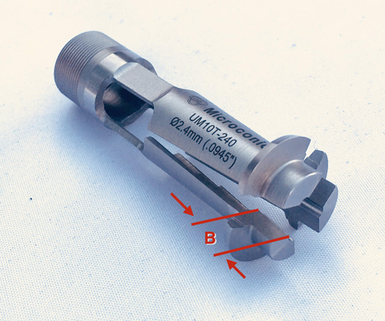 Microconic T-Type collet on display at IMTS 2018. Microconic T-Type collet on display at IMTS 2018. The collet is designed for use with longer parts such as bonescrews with wide-pitch threads; orthopedic surgical drills and taps; long shafts with flange; long, thin-walled tubular parts and long plastic parts.
Extra spread is required to open the collet wide enough to go over the larger diameter. The correct over-grip collet for a specific part can be chosen based on grip diameter, width of the grip land and the largest diameter of the part. According to the company, the collet expands machine capability, eliminates secondary operations and reduces cycle time. It features a standard gripping land length of two-to-three times the diameter. It is available with diameters ranging from 1.55 mm to 7.2 mm (0.061" -0.283"). The collet is said to grip with the same rigidity and accuracy as regular collets and features a fatigue-tested design built to last more than 250,000 full-load cycles. The collets are compatible with the company’s cartridges and come with its Microguide Brass ejection guide sleeve blank.
0 Comments
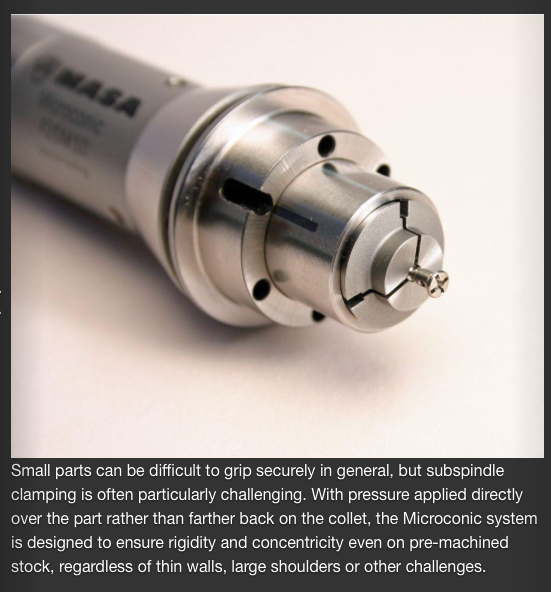
Masa Tool’s Microconic push-type F201M10 cartridge pairs with its Microconic collets for concentricity within 5 microns (0.0002") in production use Masa Tool’s Microconic push-type F201M10 cartridge pairs with its Microconic collets for concentricity said to be within 5 microns (0.0002") in production use. The cartridge is a micro-workholding system for use in high-precision, small-diameter CNC turning applications. The cartridge is compatible with spindles that accept F20-201 collets.  Masa Tool's Microconic F201M10 cartridge on display at IMTS 2018. Masa Tool's Microconic F201M10 cartridge on display at IMTS 2018. The cartridge and accompanying collet are designed to vector the chucking force directly over the holding surface, reducing the chucking force while also increasing the holding power. This reduces chucking damage on the workpiece and reduces cycle times by 20 to 40 percent, the company says. The cartridge’s solid extended nose enables access for tooling and coolant with minimal overhang. Its core diameter is a single-piece construction that is designed to maintain 5 microns (0.002") concentricity at the extended nose tip. Used with the company’s Micrograd wrench, the cartridge features micrometer dial control of collet clamping pressure regardless of the machine’s hydraulic or pneumatic collet closing force. The cartridge is suited for small-diameter parts ranging from 0.22 mm (0.008") to 10 mm (0.3934") in diameter. "Micro-movement" of the workpiece is reduced, resulting in a longer tool life, better finishes, fewer chatter problems, and less damage to the workpiece. The cartridge eliminates secondary operations, saves time and enables operations to be done in the subspindle. Broaching, milling, saw cutting/slotting, turning, boring and drilling can be machined in the subspindle.
We got a very unexpected present in the mail this past week! We where very excited to learn that our Microconic workholding system for small diameter part machining was featured in the Rapid Traverse section of the June 2017 issue of Modern Machine Shop!!! We've got pictures of the article below in case you don't currently subscribe to Modern Machine Shop. You can also download a PDF copy of the entire June issue below in the link. It starts on Page 25 of the PDF download. If you have the print edition it's on Page 22, or you can just read thought the screen shots below. We want to really extend a very big THANK YOU to Matt Danforth at Modern Machine Shop who wrote this article. Matt really did an awful lot of work learning about the various features of our system. We know there where many many hours that he spent to develop this story just from the sheer number of follow up questions and conversations. We really have an awful lot of respect for the entire MMS team and the effort they put into getting their story's "just right".
    A proprietary grinding process and the application of clamping force exactly where it’s needed ensure secure, concentric gripping with a collet system that can potentially fit every turning machine in a shop. Blog: 2/17/2017 by MATT DANFORD Associate Editor, Modern Machine Shop  There’s good reason why subspindle-equipped turning centers, particularly Swiss-type lathes, are so popular for small, complex parts produced in high volumes. However, there’s also good reason for the prefix “sub.” Automatic part hand-off for backworking operations isn’t viable without secure gripping, and the smaller, already-machined portion of the work presented to the subspindle tends to create more challenges than the raw barstock gripped in the main spindle. As a result, subspindles can be limited when it comes to blind-hole broaching, heavy peck drilling and other processes that risk pushing a part off-kilter or damaging it.
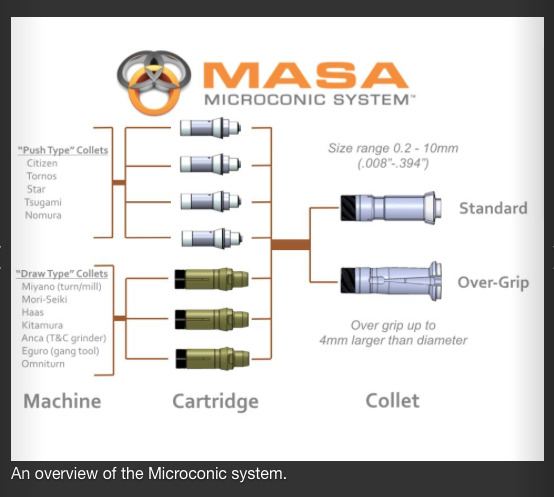
Finally, overgrip models that expand 0.157 inch (4 mm) beyond the clamping diameter enable reaching over and gripping the part behind large-diameter areas.
Installation is simple. Users place the machine in a safe state for collet changing; insert the appropriate Microconic cartridge; and thread the Microconic collet into the cartridge. “You put it in your spindle and leave it there,” Mr. Saccomanno says about the three cartridge models, each of which can accept any standard or over-grip collet. This capability enables switching to a different-diameter collet for a different-diameter part and setting the correct chucking force in roughly 2 minutes, compared to the 15 minutes it might take to swap, say, a TF25 collet, he says.
In addition to better facilitating secure clamping without damaging thin-walled or otherwise delicate workpieces, self-contained, dial-micrometer force adjustment helps ensure setups aren’t affected by temperature fluctuations that might subtly alter the machine structure between collet-closer and collet. As Mr. Saccomanno puts it, “From the first part in the morning to the last part on second shift, it grips the same. You don’t have to play with it throughout the day.”
“Traditionally, you’ll see wear closer to the slots rather than in the center, between the slots,” he says. “There’s no uncertainty about whether (a Microconic collet) will touch on the left or the right side first. That’s where you’ll get some variation in traditional designs.”
Granted, Mr. Saccomanno recommends using programmed cycle stops while validating a production setup to ensure part ejection is reliable. Nonetheless, combined with the precision and gripping security common to all Microconic collets, capability for extreme overgripping can enable “doing things on the subspindle that you never would have dreamed of before,” he says.
Masa Tool’s Microconic miniaturized collet system consists of two components: a “right-size”-style collet and a cartridge that fits directly into Swiss spindles. 
According to Masa Tool, the collets are manufactured with special grinding techniques to provide accuracy, high gripping force and tolerance for workpiece size differential. Each finger of the collet has a separate conical surface that accurately applies gripping force. The chucking method is available for both draw-type (5C) and push-type or dead length systems (TF25) used in subspindles of Swiss-type CNC lathes. The collets are available in size increments of 0.050 mm (0.001"). Diameters range from 1 to 10 mm (0.039" to 0.393").
|
AuthorHere you will find the latest press releases, news coverage and technical information about our Microconic™ system Archives
February 2023
Categories
All
|
||||||||||||||||||




 RSS Feed
RSS Feed

|
© 2024 Masa Tool Inc.
Microconic™, Micrograd™ and Microguide™ are trademarks of Masa Tool. All Rights Reserved. |