|
Now available from Floyd Automatic Tooling in the UK is the expanded range of Masa Microconic over-grip spindle collets.  The precise and stable clamping of small workpieces in the sub-spindle of sliding head machines has long been an issue for turned parts manufacturers. Masa says it has revolutionised this problem for manufacturers to deliver improved precision workholding.
Until now, this popular solution has been specified primarily on 20 and 32mm capacity sliding head machines. However, the demand for the system has now seen Masa expand the series to cater for manufacturers working on 10 and 12mm diameter capacity machines. To understand the Microconic system, manufacturers must first consider that only three things are in physical contact with the workpiece, the cutting tool, coolant/cutting fluid and the workholding. The Microconic over-grip collet system ultimately allows manufacturers to rethink what is possible. This innovative workholding system consists of a cartridge and precision collet. The over-grip collet fits inside a cartridge and is accurately adjusted before it is fitted directly into the existing collet sleeve with no machine adaptations required. The patented over-grip collets can open up to 4mm larger than the clamping diameter and also incorporate an ejection guide sleeve blank. This helps the end user to solve the difficulty of ejecting parts from the collets after machining and allows manufacturers to reach behind flanges, parts with heads or any other enlarged feature. Ideal for processing parts with stepped features such as connectors, screws or other common components, the over-clamp system can clamp over the protruding features and securely hold on the main body of components. The collets are available with clamping diameters from 0.2mm to 10mm, meaning the most fragile of parts can be clamped safely and precisely. With concentricity between 3 to 5µm, the Masa Microconic system is perfect for high-precision machining. Previously, the system was available with F20, F25 and F37 style collets and this has been expanded over time. Now, it is offered with F15 and F16 to deliver high-precision clamping for challenging components. The F15 M5 cartridge works in synergy with most 10 to 16mm capacity machine tools from manufacturers like Star, Citizen, Tsugami and Maier whilst the F16 M5 variant is perfect for other machine tool brands such as Citizen, Hanwha, Tornos and Nexturn to name a few. Commenting upon the expanded range, Floyd Automatic Tooling managing director, Richard Floyd says: “The expansion to the line has been sought after for a long time. This is a credit to the success of the Masa Microconic collets for 20mm and 32mm diameter capacity machines. “Small-diameter sub-spindle clamping and over-gripping applications have historically been a bane for users of sliding head turning centres. This radical, but elegant solution brings repeatability and precision to small part turning, solving the challenge of clamping difficult parts.” Floyd Automatic Tooling www.floydautomatic.co.uk
0 Comments
Matt Saccomanno at Masa Tool describes how the Microconic workholding system functions without the need for an extended nose. He says the accuracy and rigidity greatly improve with the diameter clearance already built into the system. OCEANSIDE, CA. - At IMTS 2022 we where visited by the great folks at GIE Media, Inc. who publish Today's Medical Developments, Aerospace Manufacturing and Design and Today’s eMobility. They asked Matt Saccomanno, the inventor of the Microconic system to give them an on-camera overview of our products and how they work. As you probably already know, Masa’s Microconic Cartridge and Collet assembly is designed to vector the chucking force directly over the holding surface in your Swiss type CNC screw machine. This means that the chucking force can be reduced while at the same time the holding power is increased. This opens up the possibility of shifting part operations from the main to the sub-spindle and dramatically reducing cycle time. 20% ~ 40% cycle time reduction is commonly achieved. At IMTS 2022, we expanded our Microconic line of swiss type CNC machine workholding. The new push type F15M5 and F16M5 cartridges replace the standard TF15 and TF16 collets in your CNC spindle. This enables you to use the newly introduced Microconic UM5 collet series with the Micrograd Dial Wrench to achieve superior stability with precise, calibrated, repeatable setting of collet closure. The off-the-shelf Microconic system concentricity of the cartridge and collet system combination is guaranteed to be within 5µm (0.0002") in production use. Both the F15M5 and F16M5 cartridges are a micro-workholding system for use in high precision, small diameter CNC turning applications which enables you to move more work to the sub spindle operations and reduce cycle time. The F15M5 cartridge is compatible with spindles that accept Schaublin F15 76-580, E120, Southwick & Meister TF15 and Hardinge TF15 / 4607 collets, while the F16M5 cartridge is compatible with spindles that accept Schaublin F16 76-1076, E1212, Southwick & Meister TF16 and Hardinge TF16 / 4609 collets. Along with the new smaller cartridges comes a comprehensive series of UM5 collets that are ideally suited for small diameter part sizes ranging from 0.2mm/.008" to 5.5mm/.217" in diameter. These are available in regular type UM5 collets as well as all three types of Microconic's T, V and W type Over-Grip collets. Masa Tool offers the most unique variety of over-grip collets in the industry. And yes, if you listened closely to the video, you heard correctly, Matt spilled the beans on the new product that we'll be releasing next: The F13M5 Cartridge. And after that, we're going to heed that advise of "go big or go home. Yea, that was a spoiler alert.  The things that seems to excite Swiss machinists the most is our Micrograd™ wrench. The Micrograd Dial Wrenches provides a method of precisely setting clamping pressure on both the regular Microconic collets and on all series of Microconic over-grip collets. It can be adjusted in an infinite number of increments between the metric graduations of 0,02mm and inch/imperial graduations of .001" With the Micrograd Dial you can document the micrometer-adjust collet closure in your set up plan so it's done the same every time, regardless of operator skill and without relying on "feel". 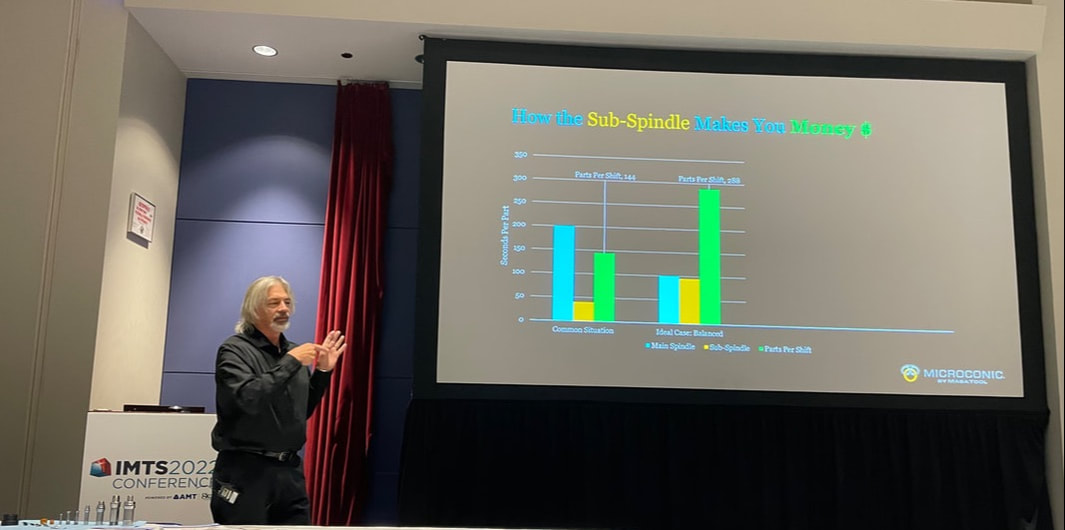 Matt Saccomanno conducted a seminar "Boosting Profits from Swiss-type Machines by Better Use of the Sub-Spindle" at IMTS 2022 CHICAGO, IL. - The 2022 IMTS show was truly a great success for our team at Masa Tool! It was great to be back in Chicago and seeing our supply chain partners, customers and media in -person again! Our CEO and chief executive innovator, Matt Saccomanno held a seminar entitled "Boosting Profits from Swiss-type Machines by Better Use of the Sub-Spindle." It was a presentation "of new and advanced techniques for gaining productivity from Swiss-type CNC machines, with an emphasis on maximizing utilization of the machine’s counter-spindle (“sub-spindle”)." Well, that's quite a mouthful! Matt explained that essentially the sub-spindle is rarely used at more than 20% efficiency, which is a huge waste of productive capacity! "You've got a fully capable machine within a machine that you're not maximizing the use of!" Chip Prescott and David Atkinson manned our booth with the help of many of our great manufacturers agents. It was terrific that our reps brought so many of our customers over so we could finally meet them in person! GIE Media, Inc. who publish Today's Medical Developments, Aerospace Manufacturing and Design and Today’s eMobility spent some time in our booth getting a video overview of our products one day. A really special thank you to Lori Beckham, the editor of Today's Medical Developments and Austin DiPaolo for stopping by to say hello. Lori, in conjunction with Bernie Martin, wrote the "Improving small medical part manufacturing" article that appeared last May in Today's Medical Developments. The next day the Lori Beckman, the editor of Production Magazine stopped by with our friend Rachel Wallis and then brought a video crew by to do an interview and overview. Lori wrote the an article "Swiss Shop’s Choice of Collets Facilitates Backworking" this past June. Production magazine is owned by Gardner Publications and we will be at their PMTS show next April. So if you didn't;t make it to IMTS get us on your calendar for the spring of 2023! We're looking forward to seeinghow the videos turned out because we wanted to answer some of the commonly asked questions that we get when talking to Swiss machinists. We shared our booth with the guys from Swiss tooling producer, Dunner They are one of our best European distributors and they where featuring their DunnAir self adjusting high precision guide bushing. At the end of the show, everyone was exhausted but really super excited to meet some many of our customers. Thanks so much for visiting us at the IMTS 2022. Our next show is in April at PMTS. If you missed us in Chicago, be sure and meet us in Cleveland! FOR IMMEDIATE RELEASE  Masa Tool's NEW products being introduced at IMTS 2022: The F15M5 & F16M5 cartridges and accompanying NEW UM5 collet series which includes over-grip collets and Micrograd Dial Wrench to achieve superior stability with precise, calibrated, repeatable setting of collet closure. CLICK THIS IMAGE TO ADD MASA TOOL'S IMTS BOOTH TO YOUR SHOW PLANNER OCEANSIDE, CA - Masa Tool has expanded their Microconic line of swiss machine workholding. The new push type F15M5 and F16M5 cartridges replace the standard TF15 and TF16 collets in your CNC spindle. This enables you to use the newly introduced Microconic UM5 collet series with the Micrograd Dial Wrench to achieve superior stability with precise, calibrated, repeatable setting of collet closure. The off-the-shelf Microconic system concentricity of the cartridge and collet system combination is guaranteed to be within 5µm (0.0002") in production use. F15M5 and F16M5 Cartridges The F15M5 and F16M5 Cartridges are the latest addition to the Microconic Cartridge product line that already included the F20M10, F25M10 and F37M10. The New Cartridges use the NEW UM5 collet series. Both the F15M5 and F16M5 cartridges are a micro-workholding system for use in high precision, small diameter CNC turning applications which enables you to move more work to the sub spindle operations and reduce cycle time. The F15M5 cartridge is compatible with spindles that accept Schaublin F15 76-580, E120, Southwick & Meister TF15 and Hardinge TF15 / 4607 collets, while the F16M5 cartridge is compatible with spindles that accept Schaublin F16 76-1076, E1212, Southwick & Meister TF16 and Hardinge TF16 / 4609 collets. UM5 Microconic Collets Pictured here are the UM10 (back row) and UM5 collets in the forground. In addition to the regular style collets the NEW UM5 collet series also includes a complete series of T, V and W Type Over-grip collets. Along with the new smaller cartridges comes a comprehensive series of UM5 collets that are ideally suited for small diameter part sizes ranging from 0.2mm/.008" to 5.5mm/.217" in diameter. These are available in regular type UM5 collets as well as all three types of Microconic's T, V and W type Over-Grip collets. Masa Tool offers the most unique variety of over-grip collets in the industry. Micrograd UM5 Dial WrenchA full set of UM5 accessory products has also been introduced including a a UM5 series of Microguide EGS™ ejection guide sleeves and a new UM5 Micrograd™ Dial Wrench which is included with the purchase of any of the Microconic Cartridges. Mircrograd Dial Wrenches for the UM5 collets are now available in both metric, CW5-M, and imperial increments CW5-E.
The Micrograd™ Dial Wrenches provides a method of precisely setting clamping pressure on both the regular Microconic collets and on all series of Microconic over-grip collets. It can be adjusted in an infinite number of increments between the metric graduations of 0,02mm and inch/imperial graduations of .001" With the Micrograd Dial you can document the micrometer-adjust collet closure in your set up plan so it's done the same every time, regardless of operator skill and without relying on "feel". Microconic: Game Changing Technology for Small PartsMasa’s Cartridge and Collet assembly is designed to vector the chucking force directly over the holding surface. This means that the chucking force can be reduced while at the same time the holding power is increased. This opens up the possibility of shifting part operations from the main to the sub-spindle and dramatically reducing cycle time. 20% ~ 40% cycle time reduction is commonly achieved. These new cartridges, collets and accessories will be demonstrated for the first time at IMTS 2022 in the West Building, Level 3 — 432163 — Tooling & Workholding Systems IMTS Press BriefingJoin Masa Tool at Booth 432163 West Building, Level 3 TUESDAY SEPTEMBER 13 AT 3:30PM central time We will introduce our NEW Microconic products for Swiss-type CNC Workholding!  Featuring Masa Tool's expands its Microconic system at IMTS 2022: The F15M5 & F16M5 cartridges and accompanying NEW UM5 collet series which includes over-grip collets and Micrograd Dial Wrench to achieve superior stability with precise, calibrated, repeatable setting of collet closure
Be sure to join Matt Saccomanno, President of Masa Tool, presentation on boosting profitability by taking advantage of improvements in sub spindle workholding on Swiss-style CNC Machines.  IMTS Conference: Boosting Profits from Swiss-type Machines by Better Use of the Sub-Spindle Wednesday, September 14 • 10:00 AM - 10:55 AM Central This is a presentation of new and advanced techniques for gaining productivity from Swiss-type CNC machines, with emphasis on maximizing utilization of the machine’s counter-spindle (“sub-spindle”). Essentially a fully capable machine within a machine, the sub-spindle is rarely used at more than 20% efficiency, which is a huge waste of productive capacity. Most of the roadblocks to increased usage stem from the limitations of traditional workholding. The presentation is loaded with real-life examples and practical do-right-now techniques. Swiss-type CNC turning centers are gaining in popularity as the parts they produce trend toward higher precision and micro-sized features. To be competitive, smart use of the machine’s full capabilities is a big advantage. Achieving “lights out” production and minimizing machine cycle times are key tactical objectives. Join Matt Saccomanno, co-founder and CEO of Masa Tool, as he explains advanced work holding techniques that fundamentally change the scope of what is possible on a Swiss-type machine (also known as “sliding head” or guide bushing machine). Balancing the main and sub-spindle cycle times, achieving reliable untended , lights out production, and reducing scrap and down time will be the focus of this informative and interactive presentation. Much of this material is also applicable to other types of machining centers, especially when making small parts. Bring your real-world “problem parts” to the session for a strategy discussion with Mr. Saccomanno. This session is beneficial for machinists, CNC programmers, manufacturing engineers, tool crib personnel, and hands-on managers. About the Speaker
About Masa Tool Inc.With deep roots in the Swiss-type screw machine industry, Masa Tool Inc. was founded in Oceanside California with the mission of bringing the Microconic System to the world. This revolutionary workholding system consists of the Microconic “cartridge” and “collet”. It was invented to solve the problems created by traditional long nose collets commonly used in the sub-spindle of screw machines for over 100 years.
As screw machines evolved from mechanical cams in the late 1900’s to today’s CNC controls, the complexity of parts being made increased dramatically. Making these modern micro precision parts complete on the machine without additional secondary operations became critical to remain competitive. Using the machine’s sub-spindle to complete the part is a must. As the demands for precision and complexity increase, the traditional long-nose collet has many limitations that can frustrate the machinist trying to get the most out of the machine. We created the Microconic system to overcome these limitations of conventional collets. The result is superior rigidity, accuracy, over-grip capability, clamping force control, and long-run stability. We at Masa built our company from the ground up to ensure that everything in our catalog is available to ship within 2 days. Every size, every type. We currently offer any size from 0.2mm – 10mm diameter (.008” - .394”). This Swiss shop discovered workholding collets that satisfy the needs of its very small, delicate and complex medical parts production on the subspindle, making once impossible processes not only doable but more efficient and esthetically pleasing.
Workholding, particularly for backworking operations, can be tricky when machining very small parts in a CNC Swiss-type lathe. Depending on their design, pickoff collets can produce a variety of problems, including poor concentricity and runout as well as poor control of clamping force, causing part damage. That is why when Dan Fifer, owner of Lane4 Precision (Santa Rosa, California) discovered collets that worked well for his applications, he became a dedicated customer of the manufacturer and trusted the company’s workholding system with his most delicate and complex parts.
In addition, Fifer says the Microconic collets enable fine adjustment of the collet tension on complex parts. These collets enabled the shop to machine parts it was formerly unable to create with other collets, as well as frequently and effectively perform backworking operations. From Designer to Job Shop in 1 MonthAlthough he quickly learned about the workholding necessary to machine his customers’ parts most efficiently, Fifer did not initially have experience with CNC Swiss-type machining. In fact, when he opened Lane4 Precision in 2017, he had never stood in front of a CNC machine control panel before, let alone a CNC Swiss-type lathe. His background was rooted in design/product development for the medical device industry. After working for several startups for over 20 years, he says he was anxious to be the one to create the parts instead of designing them.  Lane4 Precision’s name was inspired by the Olympics and the qualifying lanes for swimming and track. The name represents moving fast, says Dan Fifer, founder. So, he took his passion for innovation and rented a warehouse space where he decided to do all the machining processes in-house. He says someone told him he needed a screw machine to do the work he wanted to accomplish. The timing was good for him to attend IMTS 2016 to shop for a machine tool, and that’s where he met Spinetti Machinery, a distributor that sells Marubeni Citizen-Cincom Swiss-types. He was impressed with the machines’ predictability, and he was confident that the Spinetti team would support him and help him learn how to operate his first Swiss-type, a Citizen L20. Once this sophisticated machine was set up, an industry colleague asked Fifer if he thought he could make a part that had already been designed. His colleague said no one could build it for him, not because it was not able to be done, but because the colleague did not want to wait 12 weeks to have the order complete. “I said, well, I have nothing else to do, so I will figure it out,” Fifer says. “So, basically, within a month I was absolutely swamped from a team of about six engineers feeding me more parts that I was able to do.” With Spinetti’s assistance, he has since selected four more of the Citizen Swiss lathes with different work envelopes and capabilities such as a live B-axis, automatic toolchanger and the machine tool builder’s low frequency vibration technology that helps create small, easily evacuated chips. The distributor was also responsible for introducing Fifer to the Microconic workholding system. A very small part on an L12 was the first job he ran with the workholding system. Extended Nose Without ExtensionThree-quarters of the machining done at Lane4 Precision, which is mostly a prototype shop, is for the medical industry, and the rest are premium parts for the semiconductor, defense, aerospace and consumer products industries, according to Fifer. Parts range in size from fitting within a work envelope of a grain of rice (length or diameter of a half a millimeter or so) to long slender parts over two feet long.  Quickly moving from a designer to a job shop, Fifer never has put his eye for design on the back burner. He considers his niche to be that of helping his customers with design when appropriate. For instance, if he understands a more efficient way to machine something, he volunteers his expertise. “If I can see their design intent, I might say, ‘By the way, you can chamfer this edge, and it won’t cost you anything because I already have the tool’,” he explains. “They might have had two parts I was making that they were welding together.” Because some parts produced by the shop contain thin walls and have short pickoff lands, it was critical that the workholding system installed offer acceptable tool clearances and fine adjustability for subspindle backworking. The shop also needed compact and reliable over-grip collets for the most complex applications (more about that later). Fifer found his expectations met and then some after installing the Microconic workholding system. In fact, he was so pleased that he eventually added it to all five of his Swiss-types. Masa Tool, which only specializes in subspindle collet workholding, has designed the Microconic workholding system which consists of cartridges that are installed in a machine like a standard collet. The cartridge, which offers 0.0002-inch TIR, can be used as a gage to verify machine spindle accuracy. Also, the adjustment dial wrench offers precise and repeatable control of the clamping force, according to the company. Because the cartridge is built with an extended nose, extended nose collets are not necessary, making this system well-suited for Lane4 Precision considering most of its applications require an extended nose pickoff collet. Fifer explains that the Masa collet closure mechanism has been moved right up to the collet nose, improving rigidity relative to standard extended nose collets. All Masa collets fit into the machine’s cartridge or an adaptor sleeve from the company, making it easy for Fifer to change back and forth between collet styles on all his lathes.
He also points out that it usually takes only 5 minutes when changing over his lathes from machining “large” parts (which for Lane4 are those that are a half-inch diameter and larger) to machining smaller parts when using the Microconic collets. According to Masa, the changeover from a 16C to a 5C collet usually results in a tolerance accumulation and can sometimes take more than 15 minutes to change the collets. But, with the Masa system, once the cartridge is in place, collets can be quickly installed and clamping pressure set right at the spindle nose without tolerance stackup in less than a minute. Compact Over-GripFifer also appreciates Masa’s over-grip collets for parts that require those. He explains that, although these collets are compact, they offer a large opening and rigid holding. He says they outperform any alternatives he has tried in the past. “My cycle times, rigidity, tooling, everything is better,” he says. “They took away the fear of doing over-grip parts.”
However, the over-grip collets open up to 0.156-inch diameter larger than the holding diameter. According to Masa, these collets are still capable of 0.0002 inch of TIR. With such reliable gripping, Lane4 Precision has been able to expand its capabilities, even machining some intricate parts “backward,” providing higher quality parts, with fewer defects and a lower scrap rate, enabling operation without interruption.
Some SurprisesWhile learning the ins and outs of the Microconic system, Fifer says he realized how much confidence the workholding system’s design has given him to complete high-quality and miniature parts for his customers.For example, he appreciates that the collet nose is not chamfered. This design leaves more room for pickoff, he explains. “I used to have to face the collet before I could use it, so I could know what I was dealing with. But then it would alter the length of the collet.”
The advantages of excellent runout on the workholding system is another realization Fifer came to after he started putting it to use. It is possible to put very fine features on the backside of a part and maintain concentricity while also producing a “pretty” part. “If you have a 0.005-inch wall and you are trying to put 0.001-inch edge break on it, and you’ve got 0.001 inch of runout, the result is a really ugly part,” Fifer explains. “Using a Masa Microconic collet is like firm footing from the subspindle. At least you know you are starting in a good place for the most critical applications.” To avoid crushing and ruining parts, Swiss precision manufacturer Micro-Matics turned to Masa Tool’s Microconic collet and cartridge system.  Micro-Matics employees outside the facility. All photos courtesy of Micro-Matics Since 1973, Micro-Matics of Fridley, MN, has been manufacturing CNC Swiss precision screw machine products including many kinds of contacts & pins, ground shafts, hardened bushings, rivets, screws, spacers and other custom parts for the medical, dental, aerospace, commercial, defense, computer, telecommunications and automotive industries. According to Jason Wobig, Operations Manager, "Micro-Matics is primarily an aerospace and medical components, Swiss machining job shop. We make components that are thousandths of an inch up to an 1-1/4" in diameter. We started out with the old manual style, Cam driven Swiss machines and we're one of the largest Escomatic shops in the Midwest. And as the company's grown and evolved, we've turned into Swiss job shop, mostly Citizen machines like the M16, a L12, and a M32, as well as a few Star and Tsugami machines that give us a wide variety of capabilities."
|






| A while back Micro-Matics was running a small medical part, a catheter part, that they were struggling with. They had some custom collets made for pickoff and, according to Dave Thayer, Department Manager, "It was a constant struggle. This particular catheter part has very thin walls, it got crushed with a standard M16 collet system because you have very little accuracy in how much tension you're putting on your collet. If you put too much force on it, my parts started turning to collapse into triangles. If you don't have enough tension on it, the part pushes back into the pickoff and you get varying part lengths and varying chamfer diameters. The parts would be out round and they wouldn't be on-center." Wobig had heard about Masa Tool's Microconic™ sytems through Todd Pakiz, President of High Tech Representation Inc., New Prague, Minnesota. "Todd had told me about this system a couple years back. And we had been struggling with these parts. So I reached out to Todd and see if he's still selling that system." |  Dave Karlson, department manager at Micro-Matics standing in front of one of the many Citizen Swiss-type lathes the company has. |
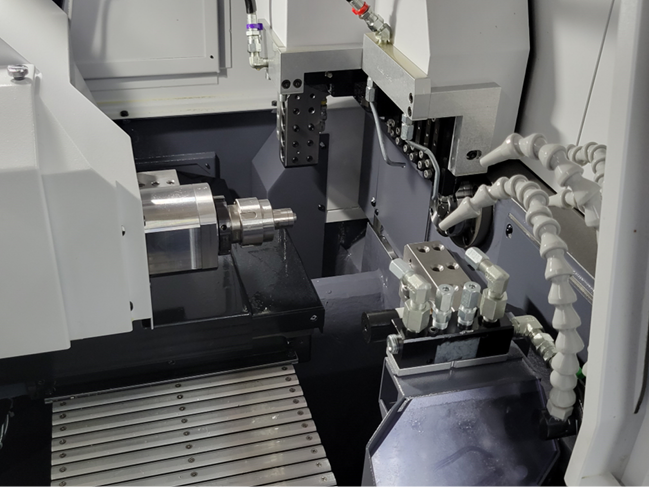 Masa Tools’ Microconic used on a Citizen Swiss-type lathe at Micro-Matics. | Wobig continues, "I wanted to try this system for the catheter part which is a small thin-walled part approximately 0.040" in diameter and another 0.040" in length and with a wall thickness of 0.010". So I wanted something that wasn't crushing the part. It was really hard to adjust the machines pickoff spindle itself to any degree of accuracy without crushing a part." What Wobig found with the Masa Microconic system was that they could set up the clamping with a gage pin and set the clamping tension with the Micrograd™ Dial Wrench which has little indicators to set an actual tension. |
Cartridge and collet solution
The Microconic system consists of a cartridge and collet, with the cartridge fitting in the machine just like a standard legacy collet. The cartridge is a self-contained precision mechanism using the machine’s standard collet closing function, which means that the Microconic system can be used on any machine utilizing 5C, TF20, TF25 or TF37 collets.
According to Saccomanno "Since a collet system for any given machine must be made large enough to fit the maximum workpiece diameter capacity of the machine, the result is the standard collet mechanism is designed to handle the largest workpieces, which means it is excessively forceful and bulky when used for the smaller workpieces. Smaller parts get sacrificed, because they typically require a higher degree of accuracy and the workholding is more critical."
The Microconic system consists of the cartridge, which fits into your machine like a standard collet, and the Microconic collets which fit into Masa's unique cartridge. Every Microconic cartridge comes standard with extended nose for unsurpassed rigidity because of it's single piece construction.
"In fact, the cartridge is so accurate that it can be used as a gauge to verify machine spindle accuracy," said Pakiz.
Thayer explained how the Microconic system has worked for Micro-Matics "With the Masa system we're able to dial in a nice specific tension to hold that catheter part without crushing it or deforming it at all and having it on center. In a nutshell, we get better quality parts consistently with tighter tolerances. It's lead to a really significant improvement, it's increased throughput, so we have more parts at the end of the day."
"As a result of the implementation, the scrap rate on this part dropped dramatically once we added the new Masa system by at least 30%." added Wobig.
According to Masa Tool, the Microconic cartridge concentricity is guaranteed to be within 5µm (.0002") runnout and the collets are hardened and precision ground to the highest quality standards. The regular, UM10, 10mm collets, that Micro-Matics is using in their F20M10 Cartidge are available from Ø0.2mm (.008") to 10mm (.394"). In additon to the TF 20 spindles, the same collets can be used in TF25, TF37 and 5C sub spindles.
Applying technology to other applications

Micro-Matics has been running one of the collets for a couple of months straight now on a distal coupler.
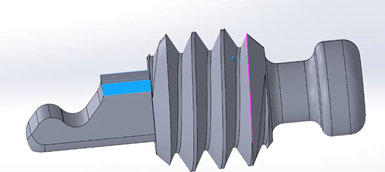
Thayer explains, "The distal coupler part has a unique shape. It's not perfectly round. It has some small flats milled on either side of the part. It's like a cylindrical pill, like a capsule except with two sides of the long length milled in so there's flats on it. The part is 0.080" in length 0.040" in a cylindrical diameter. We then mill the cylindrical diameter 180 degrees from each other to a thickness of 0.030", so you're taking 0.10" off then drilling and centering two holes on each end of that through the flats."
"Our customer is extremely concerned about any collet indication marks or chip marks on the outside of that cylindrical diameter. The previous collets we were using were custom made collets that actually had the profile of the part basically machined into it" says Wobig.
| Thayer picks it up, "It was a straight cylinder round collet it but it was split in half so it was like two halves of a collet so we were trying to keep the flats in the spaces and then the round cylinder on the collet part that's round. The holding portion it would move and we didn't have them pinned at all. And then we had the same issue as on the catheter part: If you squeeze it too tight you're starting to push the diameter into the flat so it would deform the OD into the flat and make deformed flats. If you squeezed it too hard, it would make the flat bump up. If it didn't sit perfectly right in the custom collet you'd have the split marks of the collet that start interfering with the transition between the flat to the diameter and it would make lines on the diameter." | |
Remedying the issues
Thayer continued "The extended nose pieces on the Microconic cartridge helps on the catheter tips because you can get closer up to where I actually have a supporting back end. Because if I'm too far away from that supporting back and you have more of a tendency to crush the front of that part. The Microconic gives me a better tension on the part. On the distal coupler, we have to use a boring bar, or a facing tool to create the back face, which is round. We'd have a lot of trouble trying to hold without nibs or anything on there. And this holds it so that the part stays a little more square, and we're able to turn it better."
When dealing with very small parts and setting with small gage pins, accidents do sometimes happen. "The only problem I've had with it was when somebody was trying to set the collet tension with a pin. They put the pin into the slot and not the hole and wrecked the collet. Because the pin was able to fit inside the slot so when they started tightening it up, and the pins started deforming the collet was wrecked because it wasn't in the hole in the center." said Thayer.
Masa has indicated that they will release a new TF 15 and TF16 Cartridge with an entire series of smaller 5mm capacity collets at IMTS 2022.
Specificationz
Microconic over-grip collets have unmatched rigidity and concentricity compared to other manufacturers. The same collets can be used in TF20, TF25, and 5C sub spindles. Microconic collets permit interchangeability between machines, and the collets fit in any Microconic cartridge, no matter which collet system is in the machine.
New release

It’s been a fantastic trip and an amazing closing day to the SIAMS 2022 exhibition! A hectic schedule and more talking and trying to decipher French than I’m built for, but super worthwhile.
SIAMS is in the village of Moutier, in the heart of the “Jura” region, which spans a distinct area in the lower mountains overlapping the border of Switzerland and France. It is the historic center of the Swiss watch industry, but also is a dense cluster of high precision manufacturing like probably no other in the world.
For our customer base of “Swiss-type” machining (“décolletage” in French), you literally can find the best of everything, including the awesome products of a particular company in Oceanside California.
| We are represented here by Dunner SA, based about a half mile from the exhibition hall in Moutier. The Swiss approach to selling is amazingly low key. They didn’t even have any actual product displayed at the Dunner booth! When I asked Daniel Dünner about this, he said “If we show the product, everyone will immediately recognize it as a collet (“pince” in French, pronounced pin-seh), and then they will assume they already know what it is and keep walking. Instead, we show only the video and brochure, so they must stop and ask about it.” I was skeptical at first, but his method works! |  Sébastien Dünner, passionately explaining the Microconic system |
We are still the new kids on the block, but known and perhaps even admired.
 Daniel Dünner (center) receives the plaque for continuous exhibiting at every SIAMS | Dunner SA, founded in Moutier for 4 generations, is very respected. Daniel and his son Sébastien Dünner, now transitioning into being the managing director of the company, basically know everybody who’s anybody. They received a plaque and bottle of champagne to celebrate that they are one of only 14 companies that have exhibited continuously at every SIAMS (photo attached). Later today, I was introduced to the mayor of Moutier, who graciously tried to converse with me (he speaks French and German). |
With joy and gratitude,
Matt
About SIAMS -
| Even today, however, SIAMS still focuses and shall continue to focus on its core competencies: the means of production of microtechnology, establishing contacts between visitors and exhibitors, and the industrial pragmatism that characterize it since 1989. As a trade fair for the entire production chain of microtechnology for a total of 15 events, SIAMS has always been a pioneer in the development of synergies between exhibitors. |  |
Machinery equipment, assembly measurement, control, and quality assurance automation tools, accessories, mechanics raw materials semi-finished products metalworking – suppliers plastics processing installation service companies organizations.

Set ups are quicker and more repeatable with Microconic. With the Microgram Dial Wrench You can document the micrometer-adjust collet closure in your set up plan so it's done the same every time, regardless of operator skill and without relying on "feel".
| Calibrate spindle accuracy with the Microconic cartridge as a precision cylinder gauge. When that is good, EVERY Microconic collet will run within .0002" TIR -- no fiddling and swapping collet after collet looking for a "good" one. Set ups go smoothly and predictably. Included with each cartridge, the MicrogradTM Dial Wrench is a dual-purpose tool used to install and adjust the collet in the cartridge. With dial graduations in either .02mm or .001-inch increments, the closure of the Microconic collet can be set with calibrated precision using a common pin gage the diameter of the work piece. |  Micrograd Dial Wrench with dial graduations in either .02mm or .001-inch increments. Shown here are the Dial Wrenches for UM10 and the UM5 collet series. |
Author
Here you will find the latest press releases, news coverage and technical information about our Microconic™ system
Archives
February 2023
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
January 2022
October 2021
May 2021
July 2020
March 2020
February 2020
December 2019
March 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
February 2018
January 2018
December 2017
November 2017
October 2017
September 2017
August 2017
July 2017
June 2017
May 2017
April 2017
March 2017
February 2017
January 2017
December 2016
November 2016
October 2016
September 2016
August 2016
July 2016
June 2016
May 2016
April 2016
March 2016
February 2016
January 2016
December 2015
November 2015
October 2015
September 2015
August 2015
July 2015
May 2015
April 2015
August 2014
May 2014
March 2014
July 1999
Categories
All
5C Cartridge
5C Collet
Advanced Manufacturing
Advertisement
Agent Profile
AMTS
APT Machine Tools
Avinger
Bell Mouthing
Bone Screws
Case Study
Catalog
CEO CFO
Chip Wrapping
Cincom
Cincom L12
Cincom L20
Cincom M16
Cincom M32
CNC West
Collet
Concentricity
Dental Implants
Dragan Marjanovic
Dunner SA
Eastec
Ejection Guide Sleeve
Emergency Collet
F13M5
F15M5
F16M5
F201M10
F20M10
F37M10
Floyd Automatic
Ganesh
High Tech Industrial
IMTS
ISwiss
Jones Marketing
Lane 4
Machinery Trade International
Magazine Article
Mann Sales
Marubeni Citizen
Material: 6Al4V
MAV Innovations
Metal Cutting Corp
Microconic
Micrograd Wrench
Microguide Sleeve
Micromachining
Micro-Matics
Modern Machine Shop
Morris South
NETC
Next Generation Tooling
Oceanside Facility
Oktoberfest
Open House
Overgrip Collet
Part: Counterbore Drills
Part: Dental Drills
Part: Dental Impant
Part: Medical Device
Part: Surgical Drills
Part: Surgical Taps
PMTS
Press Release
Production Machining
Productivity Inc.
Ram Sales & Marketing
Schlenker
SIAMS
South Tec
South- Tec
Star CNC
Star SR20
STEM
Tech Tip
TF15
TF16
TF20
TF25
TF37
Todays Medical Developments
Tool Marketing Service
Trade Show
Trade Shows
Tsugami
UM10
UM10T
UM10W
UM5
UM5T
UM5V
UM5W
Videos
Workpiece Deflection
 RSS Feed
RSS Feed
