|
Be sure to join Matt Saccomanno, President of Masa Tool, presentation on boosting profitability by taking advantage of improvements in sub spindle workholding on Swiss-style CNC Machines.  IMTS Conference: Boosting Profits from Swiss-type Machines by Better Use of the Sub-Spindle Wednesday, September 14 • 10:00 AM - 10:55 AM Central This is a presentation of new and advanced techniques for gaining productivity from Swiss-type CNC machines, with emphasis on maximizing utilization of the machine’s counter-spindle (“sub-spindle”). Essentially a fully capable machine within a machine, the sub-spindle is rarely used at more than 20% efficiency, which is a huge waste of productive capacity. Most of the roadblocks to increased usage stem from the limitations of traditional workholding. The presentation is loaded with real-life examples and practical do-right-now techniques. Swiss-type CNC turning centers are gaining in popularity as the parts they produce trend toward higher precision and micro-sized features. To be competitive, smart use of the machine’s full capabilities is a big advantage. Achieving “lights out” production and minimizing machine cycle times are key tactical objectives. Join Matt Saccomanno, co-founder and CEO of Masa Tool, as he explains advanced work holding techniques that fundamentally change the scope of what is possible on a Swiss-type machine (also known as “sliding head” or guide bushing machine). Balancing the main and sub-spindle cycle times, achieving reliable untended , lights out production, and reducing scrap and down time will be the focus of this informative and interactive presentation. Much of this material is also applicable to other types of machining centers, especially when making small parts. Bring your real-world “problem parts” to the session for a strategy discussion with Mr. Saccomanno. This session is beneficial for machinists, CNC programmers, manufacturing engineers, tool crib personnel, and hands-on managers. About the Speaker
About Masa Tool Inc.With deep roots in the Swiss-type screw machine industry, Masa Tool Inc. was founded in Oceanside California with the mission of bringing the Microconic System to the world. This revolutionary workholding system consists of the Microconic “cartridge” and “collet”. It was invented to solve the problems created by traditional long nose collets commonly used in the sub-spindle of screw machines for over 100 years.
As screw machines evolved from mechanical cams in the late 1900’s to today’s CNC controls, the complexity of parts being made increased dramatically. Making these modern micro precision parts complete on the machine without additional secondary operations became critical to remain competitive. Using the machine’s sub-spindle to complete the part is a must. As the demands for precision and complexity increase, the traditional long-nose collet has many limitations that can frustrate the machinist trying to get the most out of the machine. We created the Microconic system to overcome these limitations of conventional collets. The result is superior rigidity, accuracy, over-grip capability, clamping force control, and long-run stability. We at Masa built our company from the ground up to ensure that everything in our catalog is available to ship within 2 days. Every size, every type. We currently offer any size from 0.2mm – 10mm diameter (.008” - .394”).
0 Comments
A Swiss CNC machine shop presented us with several problems related to long cycle times and poor tool life with a high-volume group of Dental Surgical Drills, Taps, and Counterbore Drills with standard ISO shank configuration.
Before Microconic: The Workholding ProblemsBefore implementing the Microconic solution there were a number of problems:
Matt goes on to explain how the Microconic System solves all of the problems with traditional pickoff collet with a guaranteed 0002" TIR accuracy and ships everything from stock within two days of placing an order!  Andreas Stengele (left) and Eugen Belz examine the Masa Tool overgrip system, which is used to manufacture the bits for the Speed-E electrical screwing aid. Image: Yannick Schwab / Konradin Wiha: Family business with a high level of vertical integration Founded 80 years ago as a small company by Willi Hahn, Wiha Werkzeuge is now a global company with production sites in Vietnam, Poland, Germany and Switzerland. In the second generation, his son Wilfried Hahn, who is still part of the management team today, built up a global company network that is currently managed by the founder's grandson, Wilhelm Hahn. The Mönchweiler plant is the location for the company's VDE tools. The screwdrivers and bits that are manufactured here are usually coated with plastic to protect the user from electric shocks. According to Andreas Stengele, head of the Langdreher / Bits department at Wiha, the resulting very high demands on security and quality still justify production in the high-wage location of Germany. The plant, or the entire company, impresses with a high level of vertical integration. Even the hardening process and the surface treatment take place on site. Only the electroplating is done externally. Clamping technology specialist at the hand tool manufacturer In production at the Mönchweiler location, Wiha relies on a total of 13 Swiss-type lathes from various manufacturers. The Schlenker company, which is based in nearby Villingen-Schwenningen, has made special modifications to some of the Swiss-made lathe machines and, for example, modified the mounting of the counter spindle. The fine line of proper leadership Bits for screwdrivers are a core product in Mönchweiler: Wiha produced 1.1 million of these components in 2018 from low-alloy spring tool steel, mostly in batches of around 5,000. The raw material is provided in hexagonal bars, each three meters in length. During machining, very high concentricity and roundness requirements are placed on the parts. If this is not the case, the insulating plastic layer will be distributed unevenly during overmolding and the risk of breakdown when working with the screwing aid increases. Particularly in the area of guide bushes on Swiss-type lathes, it is difficult to meet the requirements in terms of both concentricity and roundness. According to Andreas Stengele, this is due to the diameter of the material used: “We work in the diameter range of three to four millimeters, but we use much larger machines. Because the smaller machines offer neither the necessary tool positions nor the necessary performance. ”The hexagonal bars are clamped with the main collet and guided through a guide bush. If it is too narrow, the material will bend when it is fed. However, if it is too loose, concentricity and roundness will suffer. “That's why it's always a fine line how I adjust the guide bushing,” says the expert. Conventional, adjustable guide bushes can be adjusted using a thread. Flexible guide bushes, on the other hand, such as those offered by Schlenker, adapt to the material. Eugen Belz, technical manager at Schlenker: “This is a pneumatic system that is controlled by the machine. There is a constant pressure on the guide bush, for example 2.5 bar. If the material becomes larger or smaller, the guide bush adapts to the changed conditions. "  The Masa Tool basic body and the associated Microconic collet on a Maier long lathe. Image: Yannick Schwab / Konradin Reaching over for rear processing In order to further optimize the bit production process and save cycle times, Schlenker has equipped the Swiss-type lathes with the Masa tool. The overgrip collet from the Masa makes it possible to overgrip turned parts with a diameter difference of up to four millimeters, regardless of the available path of the machine. This means that the subspindle can be viewed as a fully-fledged spindle. Depending on the geometry of the workpiece to be machined and the possibilities of the machine, this can lead to enormous savings in cycle times. The Masa Tool Microconic systems consists of a base body and, in this case, an over-grip collet in T-design. The use of this collet makes sense if the diameter to be clamped is smaller than the diameter to be overcome. This enables a concentricity of 5 μm. The system is used in the subspindle and can be precisely set on the machine. For this purpose, Schlenker provided the Masa Tool MicroGrad setting ring, whereby the closure of the microconic collet can be adjusted in steps of 0.02 mm. This setting is then held by the base body. According to Andreas Stengele: “Normal collets are adjusted by feeling. With the Microconic system, I can define exactly how far you tighten it for the ideal tension." The closed system is made of spring steel and is very flexible. "We have been offering the system for over two years and have not yet seen a break," emphasizes Eugen Belz. Minimize cycle and changeover times Without the Microconic solution, processing would alternatively only be possible in two stages, which ties up more capacities and employees - because Wiha does not manufacture unmanned. “It's always about saving yourself the second or third step,” explains Daniel Schanne. The aim is to reduce lead times in order to get the product to the customer faster. In this way, more than a quarter of the cycle time could be saved in the small parts series. The family business has also organized its production in such a way that ideally only one bar diameter is machined on a sliding head lathe and therefore only the profile to be milled changes. Since the rear side remains the same and is spanned at the front, the machines do not have to be converted, which is time-consuming. "In order to mill the most varied of screw profiles, you only have to change the milling cutter," says Daniel Schanne with satisfaction. To view the original article click here.  "The Microconic System provides extreme concentricity, incredible accuracy, fantastic rigidity, and has a unique micrometer style locking system so you can clamp on the most delicate part without crushing them. You can hold a fragile part solidly in place allowing the sub spindle to do things like broaching or heavy drilling that isn't always possible."Read more below!
CEDAR GROVE, NJ. - Metal Cutting Corporation is an independent metal fabricating company that specializes in the burr-free abrasive cut-off of metal parts and the related grinding, lapping, polishing, turning and EDM. They manufacture precision metal components for a diverse range of industries, including medical device, automotive, electronic, biotechnology, semiconductor, aerospace, fiber optic, electrical and general mechanical industries.
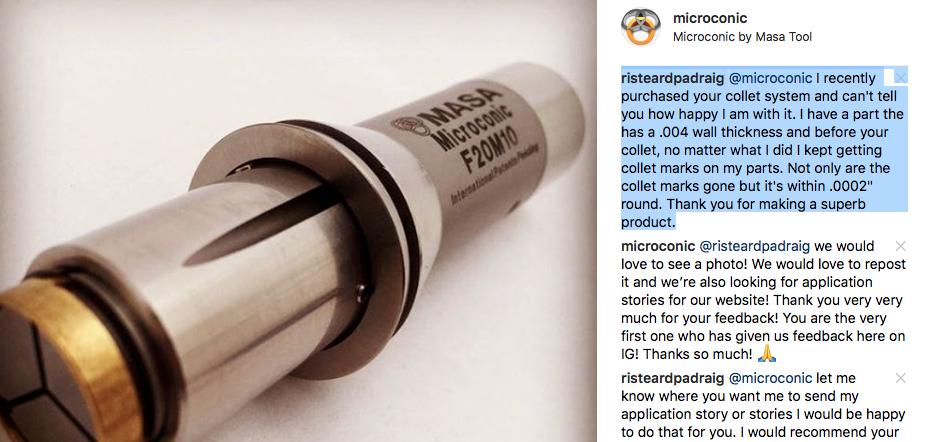
That comment lead to us wanting to learn more about how Metal Cutting was using our workholding! This is the very first application success story that has been shared with us on Instagram. Rich was kind enough to send us some information about how he came to be using Masa Tool.
About Metal Cutting CorporationMetal Cutting Corporation was founded in 1967 and moved to their current 52,000 square foot manufacturing facility in 1998. In 2008 they expanded their existing machine shop capabilities with Haas and subsequently Citizen turning equipment, allowing them to offer multi-axis CNC milling, lathe and automatic Swiss style machining up to 7 axes. Their specialty has always been small diameter parts made from all metals. "The parts can be long but are most often short, often very short." When the company started in the late 1960's they primarily worked with non-ferrous metals, especially tungsten and molybdenum. So much so that in 1984 they became the exclusive North American distributor for Nippon Tungsten Co., Ltd.’s tungsten and molybdenum products. Since the the 1980's they have been working with and machining more stainless steel and now have a developed a deep knowledge of machining the newer nickel and titanium based alloys.
Over the past several months Rich has been able to apply the Microcnic system to several other products that they make in their Citizen Machines.
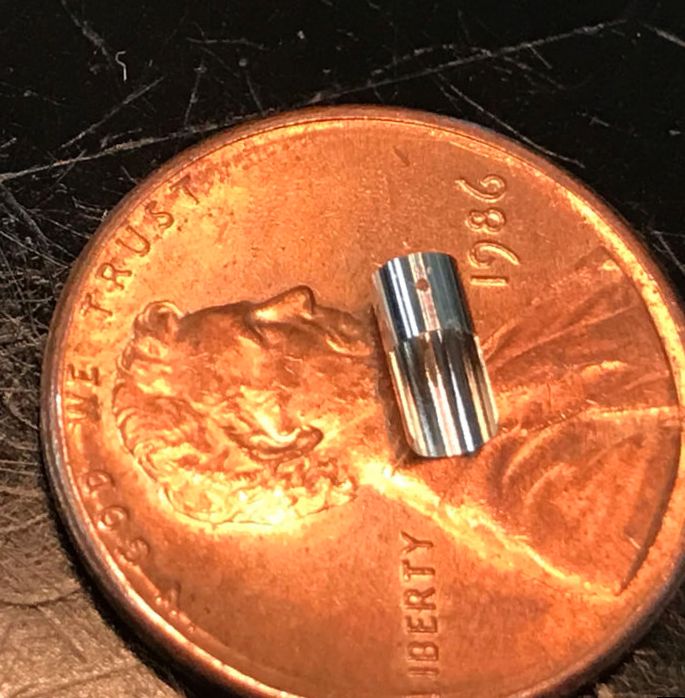
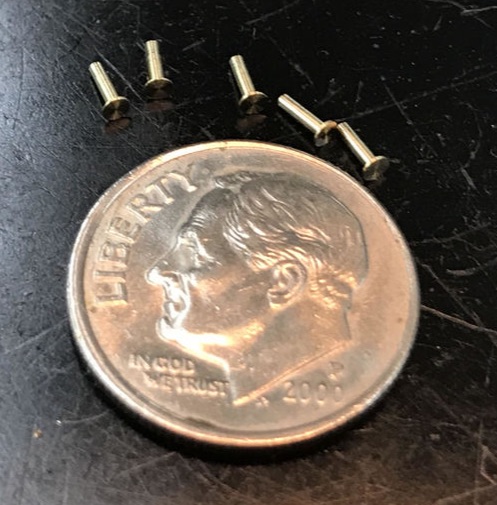
 This article originally appeared in the April 2017 issue of Today's Medical Developments. It was the cover story entitled: "Micro-Precision Machining" by Elizabeth Modic The Microconic system benefits orthopedic bone screws, miniature precious metal components for pacemakers, and other implantables; machined surgical components made of hypodermic needle tubing; and surgical instrument components. Here’s one example – dental implants.
Cost savings: Production rate went from 18pph to 32pph, a 44% cost savings. In addition, a hand deburring operation was eliminated due to the cut-off being on the opposite end. ROI: Cost of the Microconic system was recouped in 64 production hours; a $14,015 saved in direct production costs of a 10,000-piece order. About the author: Elizabeth Modic is the editor of Today’s Medical Developments and can be reached at [email protected] or 216.393.0264.
The below article excert originally appeared in Advanced Manufacturing magazine. You can read the entire article at the title link at the bottom of this page.  Workholding Advances Medical parts are often delicate, which can create problems when they are picked off with the subspindle for backwork. It is important but difficult to apply just the right amount of pressure to hold the part in the subspindle. And once the optimum gripping force is determined, it is not easy to communicate to other operators how the adjustment was made. Machine tool accessory maker Masa Tool Inc. (Oceanside, CA) has developed a collet system that makes this process easier. The collet is set using a special tool with marked graduations that enable precise adjustments to the gripping force of the collet. “You can document the micrometer-like adjustment for the collet closure in your setup plan,” said Matt Saccomanno, CEO. “It’s done the same way every time, regardless of operator skill and without relying on feel.” One of the more challenging Swiss applications is making dental implants because of their small size. Saccomanno said that Masa recently helped a customer broach a dental implant on the subspindle with the Masa collet system holding only a small land. Considering how much force is applied to the workpiece during a broaching operation, this might have seemed impossible to accomplish. The reason it is possible is that the Masa collet system applies the gripping forces directly over the area where the collet grips the part. The collet system has two main parts, a cartridge that replaces the standard machine collet and a smaller collet made by Masa that is installed into the cartridge. These components are held to a high accuracy and are made by Masa with proprietary grinding methods. Concentricity variation is held to 0.0002″ (0.005 mm). “This particular broaching application used an over-grip collet,” Saccomanno said. “The process change moved an operation from the main-spindle to the subspindle and so allowed some simultaneous machining not possible previously. Before they used our system, the part was made entirely on the main spindle.” An over-grip collet opens up to pass over a shoulder or some other feature on a part in order to grip the part past the shoulder. Masa makes over-grip collets that can open up to 4 mm over the chucking diameter. This is the largest difference in diameter in the industry and still holds 0.0002″ TIR, according to Masa. Read the entire article by clicking the link below
Special Thanks to Mark Hurst from HiTech Industrial for bringing this application solution to their attention.
Matt Saccomanno, the inventor of the Microconic Workholding system discussed how it works at IMTS 2016. Masa Tool has developed the Microconic™ system specifically for holding workpieces from Ø0.15mm to 10mm (Ø0.006" to 0.390") in any machine that has a collet-type chuck. The system consists of two major components: The Microconic™ cartridge, which fits into your CNC machine spindle replacing the standard 5C, TF20 or TF25 collets, and the Microconic™ collet, which fits in the Microconic™ cartridge. The Microconic™ system has unsurpassed concentricity: Our manufacturing tolerance is 3µm (.0001") and we guarantee our cartridges to be within 5µm (0.0002") in production use in your machine. The Microconic™ system works with either draw-type or push-type standard collet systems that are in any machine. The Over-grip collet capabilities of Masa Microconic™ System, introduces a whole new world of time saving opportunities awaiting. Our Overgrip Collets open up to 4mm (0.157") diameter larger than the clamping diameter.  Make plans now to visit Masa Tool at the IMTS 2016 Booth W-2232 and learn about our new Microconic Workholding System.
The Microconic™ work holding system is a mechanically actuated micro-workholding system for use in high precision, small diameter CNC turning applications. The system consists of two major components: The Microconic™ cartridge, replaces the standard TF20 collets and fits into your CNC machine with no modifications to the spindle required. The second component to the system is the Microconic™ collets which have capacities of 0,22mm - 10,00mm ( 0.0086" - 0.3949") and -Over-Grip collets which can open up to 4mm over the chucking diameter and run within 5 µm/.0002" TIR It's the first and only workholding system for the micro-machining industry. |
AuthorHere you will find the latest press releases, news coverage and technical information about our Microconic™ system Archives
February 2023
Categories
All
|





 RSS Feed
RSS Feed

|
© 2024 Masa Tool Inc.
Microconic™, Micrograd™ and Microguide™ are trademarks of Masa Tool. All Rights Reserved. |