|
The below article excert originally appeared in Advanced Manufacturing magazine. You can read the entire article at the title link at the bottom of this page. 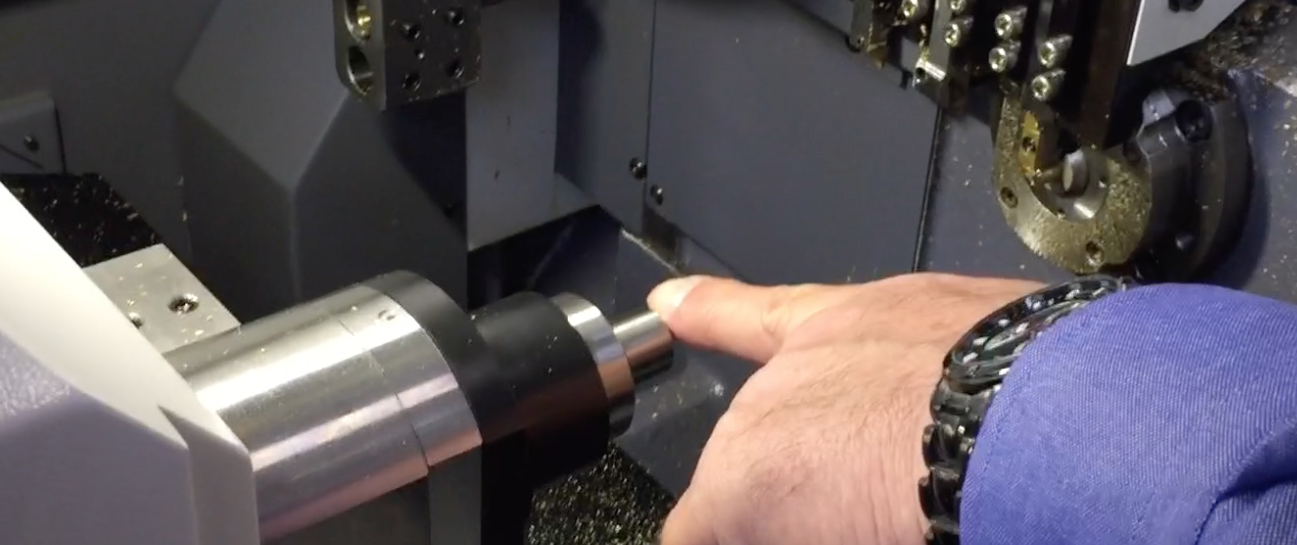 Workholding Advances Medical parts are often delicate, which can create problems when they are picked off with the subspindle for backwork. It is important but difficult to apply just the right amount of pressure to hold the part in the subspindle. And once the optimum gripping force is determined, it is not easy to communicate to other operators how the adjustment was made. Machine tool accessory maker Masa Tool Inc. (Oceanside, CA) has developed a collet system that makes this process easier. The collet is set using a special tool with marked graduations that enable precise adjustments to the gripping force of the collet. “You can document the micrometer-like adjustment for the collet closure in your setup plan,” said Matt Saccomanno, CEO. “It’s done the same way every time, regardless of operator skill and without relying on feel.” One of the more challenging Swiss applications is making dental implants because of their small size. Saccomanno said that Masa recently helped a customer broach a dental implant on the subspindle with the Masa collet system holding only a small land. Considering how much force is applied to the workpiece during a broaching operation, this might have seemed impossible to accomplish. The reason it is possible is that the Masa collet system applies the gripping forces directly over the area where the collet grips the part. The collet system has two main parts, a cartridge that replaces the standard machine collet and a smaller collet made by Masa that is installed into the cartridge. These components are held to a high accuracy and are made by Masa with proprietary grinding methods. Concentricity variation is held to 0.0002″ (0.005 mm). “This particular broaching application used an over-grip collet,” Saccomanno said. “The process change moved an operation from the main-spindle to the subspindle and so allowed some simultaneous machining not possible previously. Before they used our system, the part was made entirely on the main spindle.” An over-grip collet opens up to pass over a shoulder or some other feature on a part in order to grip the part past the shoulder. Masa makes over-grip collets that can open up to 4 mm over the chucking diameter. This is the largest difference in diameter in the industry and still holds 0.0002″ TIR, according to Masa. Read the entire article by clicking the link below
Special Thanks to Mark Hurst from HiTech Industrial for bringing this application solution to their attention.
4 Comments
 This article originally appeared in the April 2017 issue of Today's Medical Developments. It was the cover story entitled: "Micro-Precision Machining" Matt Saccomanno’s Microconic collet-type workholder for small part machining was inspired by his experience in a Swiss screw-machine job shop. By Elizabeth Modic
The Microconic system will be able to do things that are impossible |

| Our regular MicroconicTM collets help reduce cycle time by allowing a rm grip on the workpiece without causing damage, and yet holding it much more rigidly than any other collet on the market. You’ll be able to do heavy machining operations in the sub spindle, such as blind hole broaching, that would not have even considered in the past. Now you can switch ops from main to sub! Set ups are quicker and more repeatable with Microconic. You can document the micrometer-adjust collet closure in your set up plan using our Micrograd Face Dial Wrench and it’s going to repeat to the same clamping pressure each and every time, regardless of operator skill and without relying on “feel”. You can calibrate your spindle accuracy with the MicroconicTM cartridge by using it as a precision cylinder gauge. When that is good, EVERY Microconic collet will run within .0002” TIR: There’s no ddling and swapping collet after collet looking for a “good” one. Set ups go smoothly and predictably. | 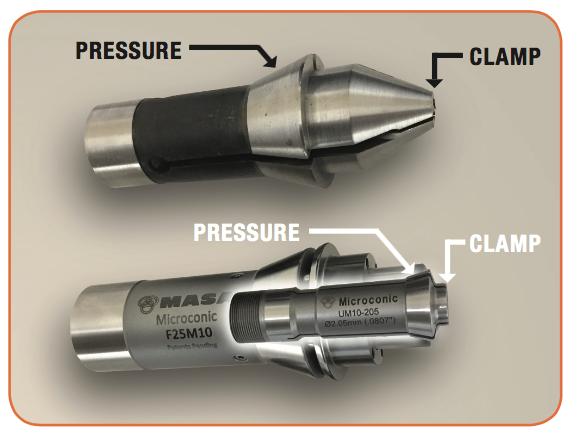 Microconic clamping force is directly over the workpiece at the end of the collet. The Microconic collets fit into our cartridge to hold the workpiece with great precision and rigidity. Unlike traditional extended nose collets our unique design and closing action is inherently more accurate and consistent. The clamping force is directly over the workpiece at the end of the collet. The origin of the word “Microconic”, alludes to the precise way in which the collet closing taper is formed to cancel the effects of heat treat warp and grind tolerances. As a result, it provides industry- best concentricity every time. |
Download or View the 2017 Masa Tool Microconic Catalog:
Blog: 2/17/2017
by MATT DANFORD
Associate Editor, Modern Machine Shop

| However, the right workholding can break down these barriers, says Matt Saccomanno, CEO of Masa Tool (Oceanside, California). Founded in the wake of Mr. Saccomanno’s own frustration with secondary operations and underutilization of subpsindles, Masa Tool offers the Microconic system, an alternative to traditional, extended-nose collet designs that applies force closer to the part for greater rigidity and concentricity—advantages that extend to main-spindle operations as well. Another benefit is the ability to adjust clamping pressure at the spindle nose to grip securely without damaging small, fragile workpieces. On the efficiency front, a collet in one size can be swapped for another without reaching anywhere beyond the spindle nose, and any collet can fit multiple draw-type or push-type machine collet closers. This saves time and eliminates the need for different collet series for different machines. | 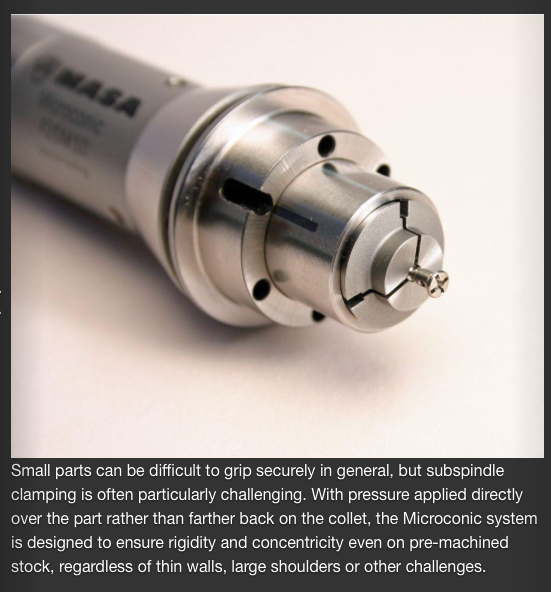 |
 | The Microconic system consists of two primary components: a cartridge that fits in the machine’s standard 5C, TF20 or TF25 collet closer, and the Microconic collet itself, which fits into the cartridge. Collets accommodate workpiece diameters ranging from 0.008 inch (0.2 mm) to 0.394 inch (10 mm). Total indicator runout (TIR) is guaranteed at 0.0002 inch (5 microns) at the workpiece, absent any runout introduced by the machine structure or other elements of the setup, Mr. Saccomanno says. He adds that the cartridge can be used as a precision gage to calibrate spindle accuracy. |
| There’s no “feel” involved in tightening the collet, he says. That’s a task accomplished with the company’s Micrograd wrench, which features micrometer graduations of 0.001 inch (0.02 mm) to aid users in dialing in the perfect closure on either a workpiece or a gage pin of the same size. This configuration relegates the machine’s own clamping mechanism to the role of an actuator that triggers the opening or closing of the collet. As such, he advises keeping the machine’s own function at a medium force setting and allowing the Microconic cartridge to control the actual chucking force. Machined from a single piece of hardened steel, the cartridge preserves the dead-length operation of “push-type” collet systems (that is, the collet itself doesn’t move in or out as the machine cartridge actuates the chuck). |  |
 | He credits much of that precision to the fact that clamping force is applied directly over the workpiece, a contrast with traditional extended-nose designs that apply force farther back. He also credits the manufacturing process. Tapering collet jaws to interface with the machine is nothing unusual. However, Masa Tool employs a proprietary, five-step grinding process that leaves each jaw with a particularly precise conical shape (hence the name “Microconic”) that forms a particularly tight fit. More specifically, a “slight crown” ensures that the contact point is always centered, he explains, citing the pattern of wear marks on well-used collets as evidence. |
| Gripping wasn’t the company’s only focus when designing the Micronic system. Reliable part ejection is also critical, Mr. Saccomanno says, particularly with overgrip collets that offer such a wide gripping range. That’s why overgrip models ship with a Microject, a brass ejection guide sleeve that can be machined to mirror the outer profile of the workpiece. Once threaded into the over-grip collet, the sleeve prevents parts from falling inside the chuck or getting stuck rather than ejecting into the parts catcher. The sleeve also provides a tight seal that improves the ability of through-spindle coolant or shop air to aid in part ejection. | 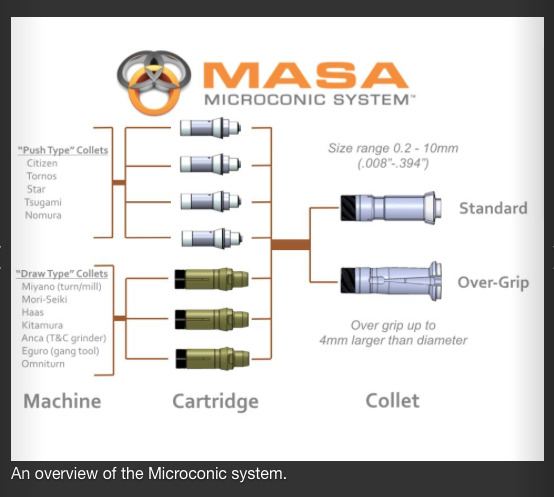 |
We discussed that many many people had just given up on trying to find a solution for balancing out production between the main spindle and the sub-spindle years and years ago. We where even more excited than most of the people that stopped by our booth to learn that we had indeed invented something that fixes the problem!
|
A big thank you to the folks at AMT and IMTStv who interviewed us at the show for the big screen!!
"If you manufacture small parts, you have to see this microconic system, it's no ordinary collet! Check out what we found in the west hall at Microconic by Masa Tool's booth W-2232!" Watch more videos at IMTS.com/IMTSTV |
|
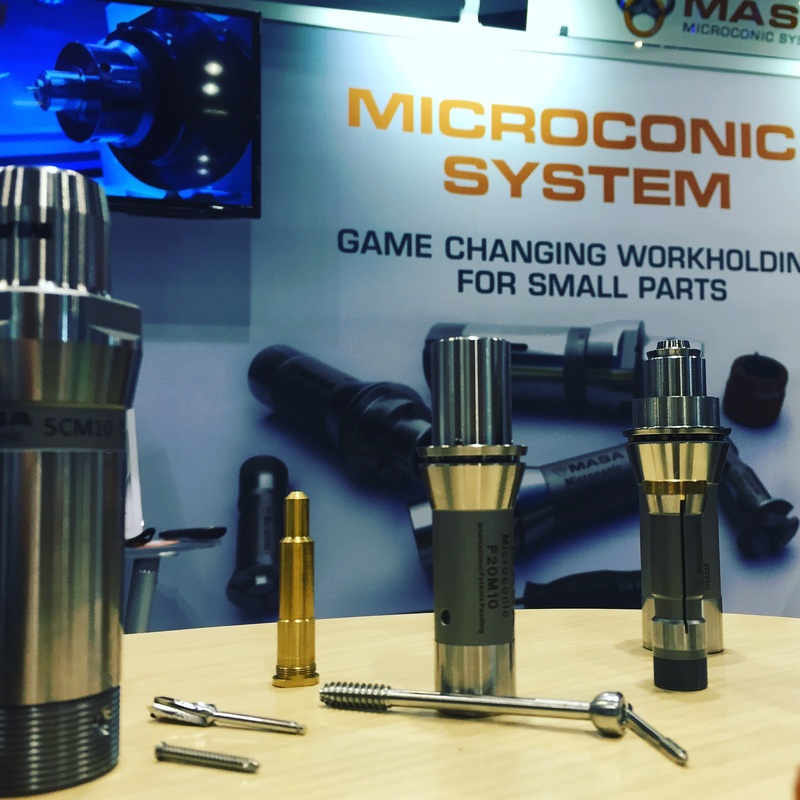
Masa Tool has developed the Microconic™ system specifically for holding workpieces from Ø0.15mm to 10mm (Ø0.006" to 0.390") in any machine that has a collet-type chuck.
The system consists of two major components: The Microconic™ cartridge, which fits into your CNC machine spindle replacing the standard 5C, TF20 or TF25 collets, and the Microconic™ collet, which fits in the Microconic™ cartridge.
The Microconic™ system has unsurpassed concentricity: Our manufacturing tolerance is 3µm (.0001") and we guarantee our cartridges to be within 5µm (0.0002") in production use in your machine.
The Microconic™ system works with either draw-type or push-type standard collet systems that are in any machine.
The Over-grip collet capabilities of Masa Microconic™ System, introduces a whole new world of time saving opportunities awaiting. Our Overgrip Collets open up to 4mm (0.157") diameter larger than the clamping diameter.

|
On Sunday, we where interviewed on IMTStv and had some time to talk to the great folks from AMT about our Microconic system technology and where heard from people that we where on the big screen throughout the show.
We're keeping an eye on YouTube to see it and we'll be sure to share it here when we find it. :-) We really can't express enough thanks to the folks over at Citizen for using our Microconic system on their new L20 machine with low frequency vibration technology that was on display in their booth. The application engineers sent quite a few people over to our booth once they saw it in the machine! |
|
Be sure to keep an eye our for some articles in some pretty big name magazines in the next few months. We're now on the look out for some application stories for them based upon the success you've had with our product. If you have a story to tell us be sure to leave it in the comments below or contact us so we can get all the details!
|
Harry Moser form the Reshoring Initiative visited us!
|
Some pictures from our IMTStv interview. It was a busy week meeting lots of new customers!
|
They where kind enough to share their test results with us.
Cascading Failures stopped by Precision, Hardened & Ground Microconic UM collet for Dental Implant
9/30/2015
This root cause was primarily result of cutting the threads in the main spindle. Chips wrapped around the finished threads before the implant was handed over to the sub spindle collet for machining of the head hex and internal thread.
Collet wear & bad parts
| The chip wrap of the dental implant part was periodic due to tool wear. Clamping on the chips, that where wrapped around the implant in the TF25 sub spindle collet, led to two collet wear problems in less than 10,000 parts on a swiss screw machine:
|  Fig. 1: 6Al4V Titanium Dental Implant chip wrapping during threading on the main spindle |
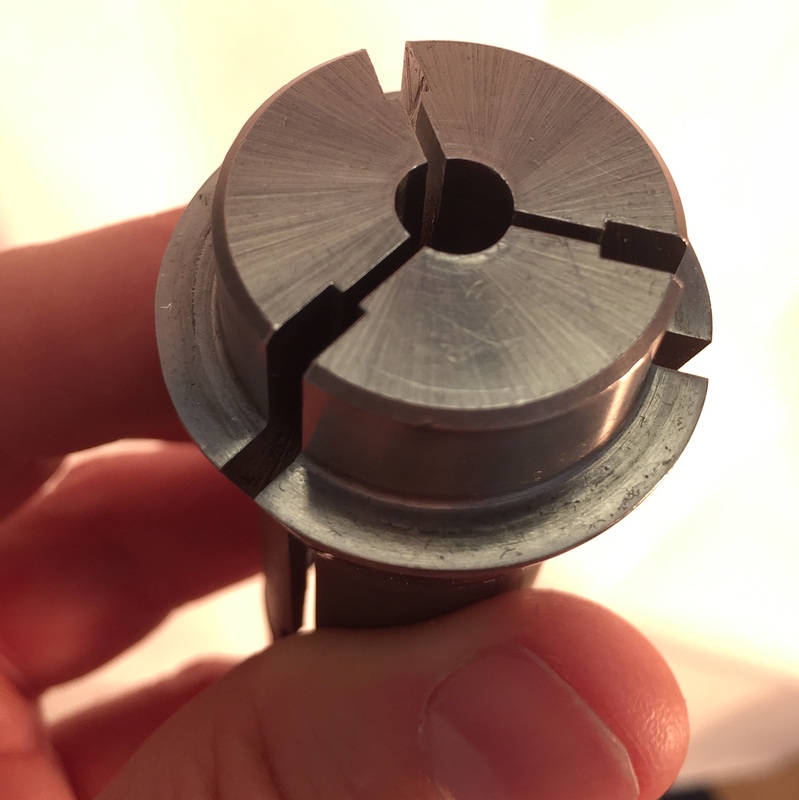 Fig. 2: Bell mouthing of competitors collet after 10,000 parts In the competitors collet, the Titanium material started to yield where the chucking occurred (Fig.2) This caused an out of round situation and caused micro movement in the workpiece.. | 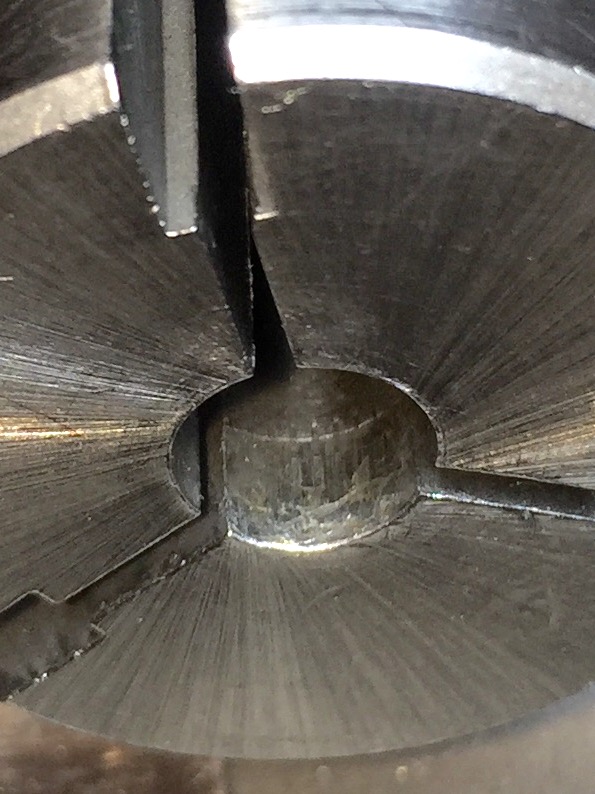 Fig. 3: ID wear and damage of competitors collet after 10,000 parts. |
As a result the competitor's collet workholding lost it's chucking power from the bell mouthing in the front. By becoming out of round, parts lost their concentricity.
| | Article originally appeared in Cutting Tool Engineering March 2014 / Volume 66 / Issue 3 |
| In the world of micromachining, precision is relative—the smaller the work, the greater the need for accuracy in all aspects of the process. End users must optimize the entire micromanufacturing system to be efficient, competitive and successful. Traditional techniques for achieving precision may work well for macro-scale parts, but can be subtly awkward or downright clumsy when applied to smaller work. Workholding is a classic example of this, noted Matt Saccomanno, a principal who handles product design, engineering and R&D for Masa Tool Inc. He added that a collet is often the best workholding method because it firmly grips the workpiece and is highly accurate in a production setting. However, the collet system installed by the machine builder accommodates the largest workpiece the machine was designed for, such as a Swiss-style machine with a 20mm capacity. |  Microconic workholding system consists of (clockwise, starting at 12 o’clock) a cartridge, collet, hex key wrench and collet wrench with graduations for adjusting the collet closure. |
 The Microconic system can be installed in the subspindle of a Swiss-style CNC lathe. | Although collets for smaller bores to hold smaller workpieces are available, the rest of the system (collet body, spindle nose and closing mechanism) is sized for 20mm, creating problems when chucking smaller parts, according to Saccomanno. Therefore, Masa Tool developed the Microconic collet system specifically for holding workpieces from 10mm (0.39 ") to 0.75mm (0.03 ") in any machine that has a collet-type chuck. The system consists of two major components: the cartridge, which transforms the work spindle for miniature workholding, and the “right-sized” collet, which fits in the cartridge. |
Author
Here you will find the latest press releases, news coverage and technical information about our Microconic™ system
Archives
February 2023
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
January 2022
October 2021
May 2021
July 2020
March 2020
February 2020
December 2019
March 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
February 2018
January 2018
December 2017
November 2017
October 2017
September 2017
August 2017
July 2017
June 2017
May 2017
April 2017
March 2017
February 2017
January 2017
December 2016
November 2016
October 2016
September 2016
August 2016
July 2016
June 2016
May 2016
April 2016
March 2016
February 2016
January 2016
December 2015
November 2015
October 2015
September 2015
August 2015
July 2015
May 2015
April 2015
August 2014
May 2014
March 2014
July 1999
Categories
All
5C Cartridge
5C Collet
Advanced Manufacturing
Advertisement
Agent Profile
AMTS
APT Machine Tools
Avinger
Bell Mouthing
Bone Screws
Case Study
Catalog
CEO CFO
Chip Wrapping
Cincom
Cincom L12
Cincom L20
Cincom M16
Cincom M32
CNC West
Collet
Concentricity
Dental Implants
Dragan Marjanovic
Dunner SA
Eastec
Ejection Guide Sleeve
Emergency Collet
F13M5
F15M5
F16M5
F201M10
F20M10
F37M10
Floyd Automatic
Ganesh
High Tech Industrial
IMTS
ISwiss
Jones Marketing
Lane 4
Machinery Trade International
Magazine Article
Mann Sales
Marubeni Citizen
Material: 6Al4V
MAV Innovations
Metal Cutting Corp
Microconic
Micrograd Wrench
Microguide Sleeve
Micromachining
Micro-Matics
Modern Machine Shop
Morris South
NETC
Next Generation Tooling
Oceanside Facility
Oktoberfest
Open House
Overgrip Collet
Part: Counterbore Drills
Part: Dental Drills
Part: Dental Impant
Part: Medical Device
Part: Surgical Drills
Part: Surgical Taps
PMTS
Press Release
Production Machining
Productivity Inc.
Ram Sales & Marketing
Schlenker
SIAMS
South Tec
South- Tec
Star CNC
Star SR20
STEM
Tech Tip
TF15
TF16
TF20
TF25
TF37
Todays Medical Developments
Tool Marketing Service
Trade Show
Trade Shows
Tsugami
UM10
UM10T
UM10W
UM5
UM5T
UM5V
UM5W
Videos
Workpiece Deflection
 RSS Feed
RSS Feed
