Microconic Over-Grip Collets W-Type
Now you can over-grip and do REAL MACHINING in the sub-spindle!
No other product on the market can “overgrip” as much as the Microconic W-type over-grip collet with the Masa Cartridge. The Microconic W-type over-grip collets can open up to 4mm over the chucking diameter and run within 5 µm/.0002" TIR. They are currently available in the UM10 size.
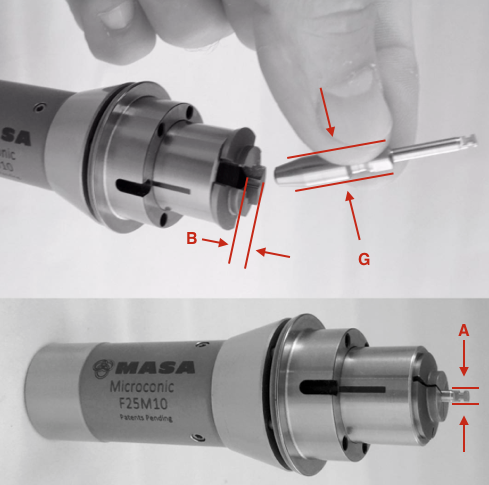
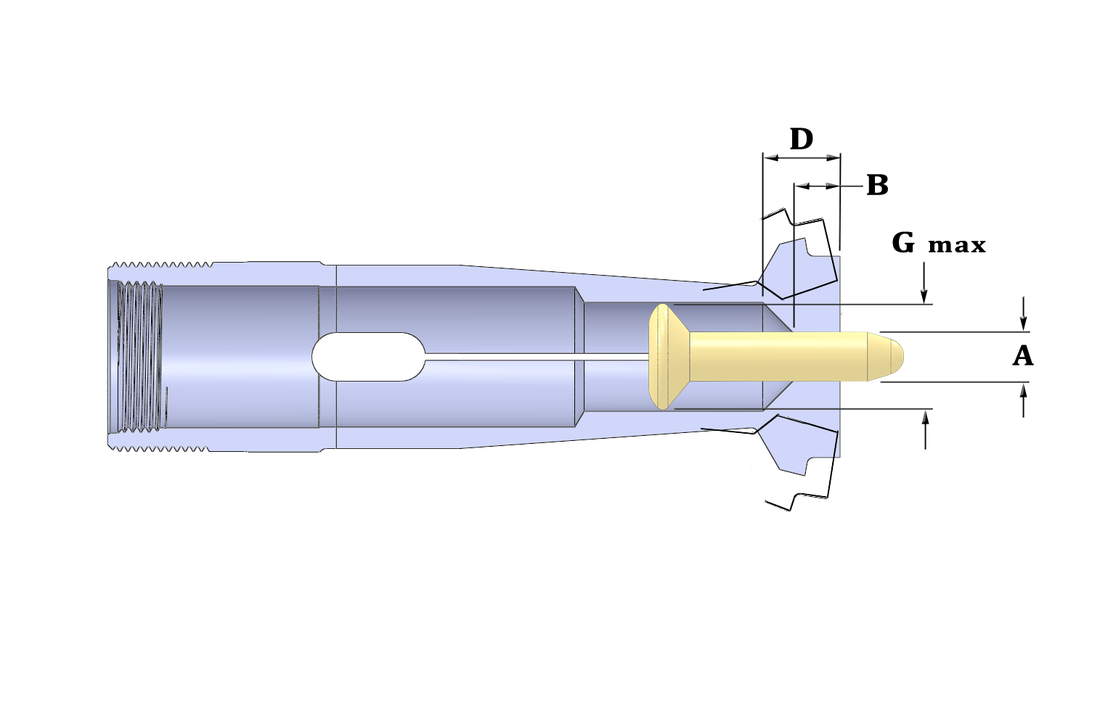
Microconic™ Overgrip Collet. A = Grip Ø, G = Largest Part Ø, B = Grip Land Width
|
Over-grip collets, also referred to as over-the-shoulder collets, are used in a pick-off /sub-spindle when it is required to clear a shoulder and grip on a smaller diameter beyond the larger diameter. The Drill blank pictured at the left is a good example of this kind of part.
Extra spread is required to open the collet wide enough to go over the larger diameter. The grip diameter (A), the width of the grip land (B) and the largest part diameter to reach over (G) are required to choose the off-the-shelf over-grip collet for your specific part.
Microconic over-grip collets are a great way to expand your machine's capability, eliminate secondary operations and reduce cycle time.

Microconic™ Over-grip collet shown with part & brass Microguide™ Sleeve
|
|
The Problem
Generally, pick-off collets grip short part lengths that only occupy the front section of the bore. All of the clamping force is on the collet angle, which is a considerable distance from the part being held. As a result the collet begins to collapse under the angle. At that point, the bore is no longer parallel and does not squarely grip the part. This usually results in the parts running eccentric and slipping in the collet. At that point machine operators generally increase the clamping pressure in reaction to the runout. This eventually results in the premature failure of the collet. Another problem that is peculiar to pick-off collets is that they are sometimes closed without a part in place. Having no internal resistance puts undue strain on the collet walls, which can contribute to premature collet failure. |
The Solution
|
Have Longer Parts?
Be sure to take a look at our "T-type" over-grip collets, which have a longer gripping surface than our original W-type depicted here. The "T-Type" is designed specifically for applications that require holding longer length parts.
How to use the Microguide Sleeve
Due to the extreme opening capability of our overgrip collets , workpiece ejection must be very reliable to prevent a part from becoming stuck in the slots of the collet. Therefore we have developed the Microguide™ ejection guide sleeve to prevent parts from falling inside the collet instead of ejecting into the part catcher.

The Microconic™over-grip collet and Microguide™ ejection guide sleeve blank
|
Each Microconic™ Over-grip collet is supplied with a brass Microguide™ ejection guide sleeve blank. The Microguide™ sleeve can be bored, drilled or machined to match the part profile and support the part and guide it for reliable ejection into the part catcher.
You will need to machine the Microguide™ to fit your particular part setup. We suggest using programmed cycle stops while validating the production setup to make sure part ejection is reliable. |