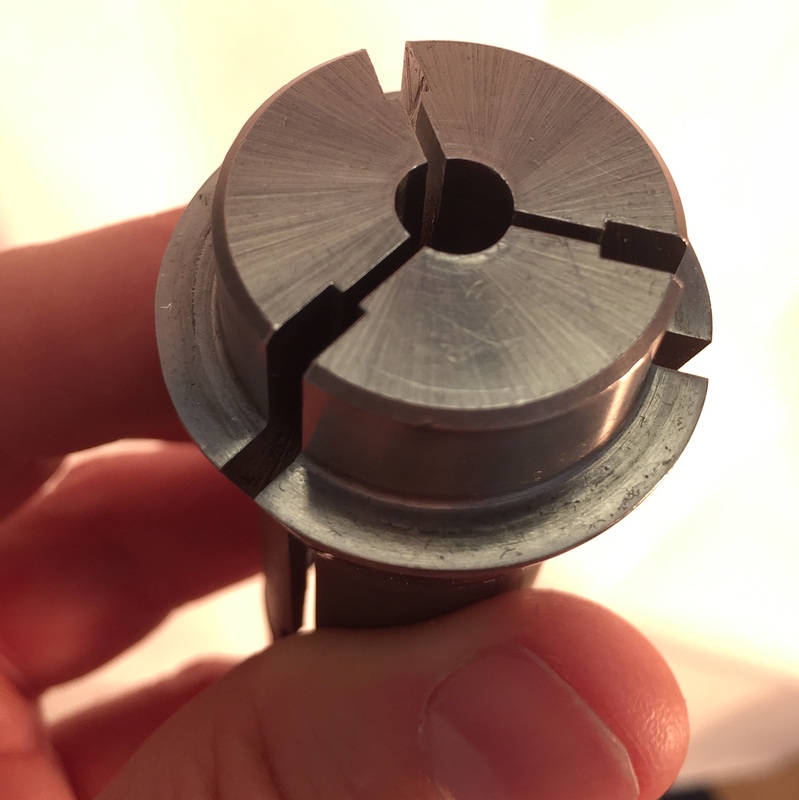
Cascading Failures stopped by Precision, Hardened & Ground Microconic UM collet for Dental Implant9/30/2015 Our customer was machining 6Al4V Titanium dental implants and scrap rates increased the longer our competitors collets where in use. This root cause was primarily result of cutting the threads in the main spindle. Chips wrapped around the finished threads before the implant was handed over to the sub spindle collet for machining of the head hex and internal thread. Collet wear & bad parts
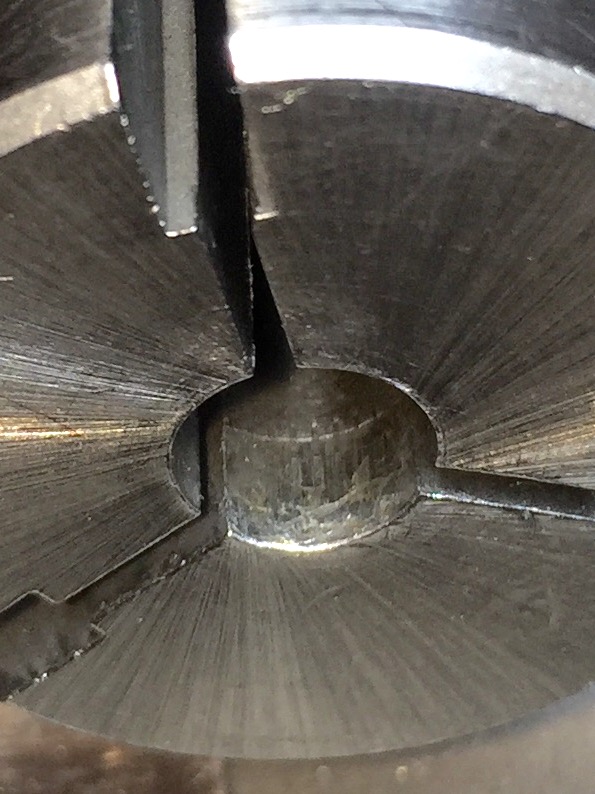
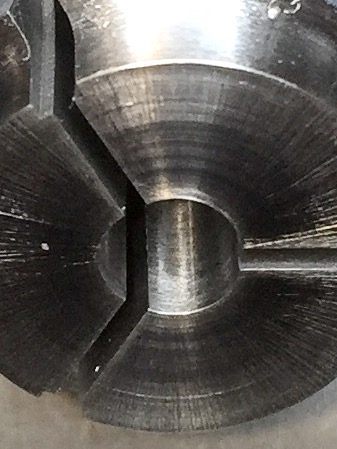
The unpredictable periodic clamping on the wrapped chips on the workpiece embedded chip impressions in the collet (Fig. 3) which in turn marked the next part when it was chucked on. As a result the competitor's collet workholding lost it's chucking power from the bell mouthing in the front. By becoming out of round, parts lost their concentricity. Microconic UM Collet to the rescue
5 Comments
9/25/2023 12:05:59
Thank you for the article. I have to say that I struggle with the oft-repeated idea that to be good writers we need to read a lot. I would wager that most writers were avid readers when growing up. Those of us who were readers have the works we read as children, adolescents and young adults etched into our brains. Who doesn’t remember the books that took them to worlds they’d never been to before? 9/25/2023 13:47:29
The chip wrap of the dental embed part was occasional because of hardware wear. Clipping on the chips, that where folded over the embed in the TF twonty five sub axle collet, Thank you for taking the time to write a great post! 10/5/2023 06:43:26
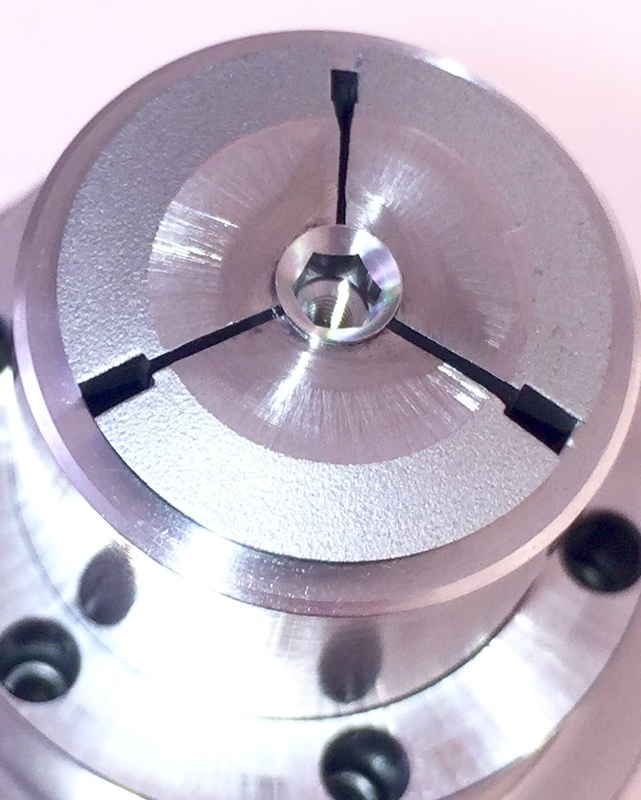
After 10,000 workpieces produced the Um collet has no discernible signs of wear even after chucking on multiple parts with chip wrap. That's great! Leave a Reply. |
AuthorHere you will find the latest press releases, news coverage and technical information about our Microconic™ system Archives
February 2023
Categories
All
|


 RSS Feed
RSS Feed

|
© 2023 Masa Tool Inc.
Microconic™, Micrograd™ and Microguide™ are trademarks of Masa Tool. All Rights Reserved. |